Skip to content
Skip to content The Concise RDWorks Learning Lab Series
Welcome to the new Concise RDWorks Learning Lab Series with Russ Sadler. In this session, Russ describes in detail the laser machine drive system, covering stepper motors, stepper drivers and toothed belts. He also goes on to describe the drawbacks and benefits associated with the drive systems used in the majority of laser machines.
Over the last 6 years, Russ has built up a formidable YouTube following for his RDWorks Learning Lab series which currently has over 200 videos.
The original RDWorks Learning Lab series on his “Sarbar Multimedia” YouTube Channel, follows Russ as he tries to make sense of his new Chinese laser machine and to sort out the truths, half truths and outright misleading information that is available on the web.
Six years later with over 4 million YouTube Views under his belt, Russ has become the go to resource for everything related to the Chinese CO2 laser machine user or wannabe user.

In this new series, Russ has condensed his knowledge and experience of the last 6 years to provide valuable information and insights into the purchasing, understanding, use, repair and maintenance of the Chinese CO2 laser machines and their key component parts.
Podcast Download
You can download the audio file for this video here, just click on the three dots to the right of the player:
Video Resource Files
There are no resource files associated with this video.
External Resource Links
There are no external resource links associated with this video.

Transcript for Stepper Motors & Toothed Belts
Click the “Show More” button to reveal the transcript, and use your browsers Find function to search for specific sections of interest.
1
00:00:06,440 –> 00:00:16,100
The Concise RDWorks Learning Lab with Russ Sadler. Session 8: Stepper Motors & Toothed Belts. Now in today’s session.
2
00:00:16,100 –> 00:00:22,880
We’re going to take a look at the way in which this head moves around the
3
00:00:22,880 –> 00:00:29,270
machine. Once the brain has decided where it wants this head to move to. It issues
4
00:00:29,270 –> 00:00:39,990
instructions to a stepperr motor, and then the stepper motor drives the head to a specific coordinate position.
5
00:00:39,990 –> 00:00:46,410
How does it get there? Well, that’s what we’re going to look at today, it’s the motors and the drive belt.
6
00:00:46,410 –> 00:00:52,770
Some of the very expensive machines use a servo motor to drive the head around.
7
00:00:52,770 –> 00:00:59,710
Now, a servo motor operates completely differently than the motors that we use on these machines, which are called stepper motors.
8
00:00:59,710 –> 00:01:05,250
If you haven’t seen a stepper motor before, I can assure you, you’ve actually seen it in operation.
9
00:01:05,250 –> 00:01:14,370
You’ve only got to look at one of the big analog clocks and you’ll see it going, tick, tick, tick, tick, tick.
10
00:01:14,370 –> 00:01:22,560
Those ticks are basically caused by a stepper motor as it jumped from one position to another in discrete steps.
11
00:01:22,560 –> 00:01:29,820
Now, what we’re going to do is we’re going to take a look at the stepper motor and this drive belt system,
12
00:01:29,820 –> 00:01:37,190
because it’s a very cheap way of achieving a CNC machine.
13
00:01:37,190 –> 00:01:43,580
But it’s got its problems and we’ll work our way through the various parts of this system and
14
00:01:43,580 –> 00:01:50,150
we’ll try and demonstrate to you what the strengths and weaknesses are of this drive system.
15
00:01:50,150 –> 00:01:59,090
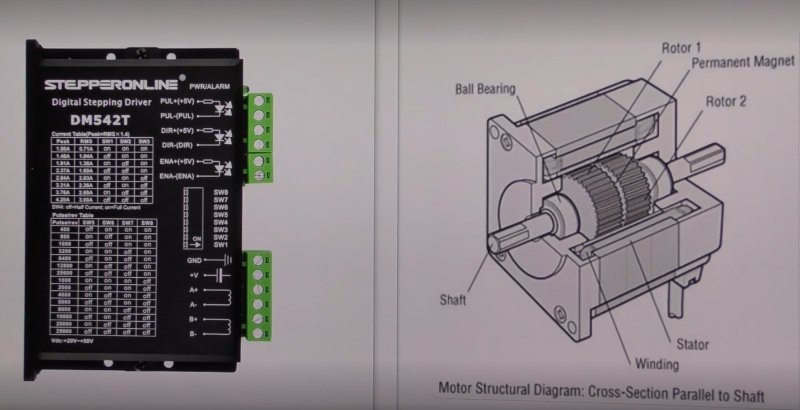
OK, so what is a stepper motor? Well, a stepper motor has a shaft that runs right through the middle of it, running between bearings.
Transcript for Stepper Motors & Toothed Belts (Cont…)
16
00:01:59,090 –> 00:02:05,450
So this center section here is running completely freely and here on the shaft.
17
00:02:05,450 –> 00:02:09,970
We have two pieces of metal which look like gear teeth.
18
00:02:09,970 –> 00:02:16,960
Now, those two gear teeth are completely separate pieces of metal, and between these two lumps of metal,
19
00:02:16,960 –> 00:02:22,270
what we have in this section here is a permanent magnet, a very powerful magnet.
20
00:02:22,270 –> 00:02:25,270
Magnets have got a North Pole and a South Pole.
21
00:02:25,270 –> 00:02:34,900
So this set of teeth here have a permanent South Pole magnetization and these set of teeth here have a permanent North Pole magnetization.
22
00:02:34,900 –> 00:02:39,700
Now, these two sets of teeth here are not in line with each other.
23
00:02:39,700 –> 00:02:47,230
This set here is rotated around by half a tooth, now that’s for a very good reason.
24
00:02:47,230 –> 00:02:51,610
And that’s because what we have on this section here, as you can see,
25
00:02:51,610 –> 00:02:58,510
we’ve got sets of what they call stator poles round the outside here, which have got teeth on them as well.
26
00:02:58,510 –> 00:03:03,910
Now, these opposite poles are connected together.
27
00:03:03,910 –> 00:03:12,790
So when we connect an electrical DC current through these coils here, we get a certain type of magnetization.
28
00:03:12,790 –> 00:03:20,080
And that magnetization, for example, may well be north – north because these are electromagnets.
29
00:03:20,080 –> 00:03:27,970
And so that means the north – north will attract the south – south teeth on this stator and
30
00:03:27,970 –> 00:03:33,730
they will lock together in a very positive way because they’re magnetically attracted.
31
00:03:33,730 –> 00:03:39,700
Now, remember what I said. The back set of teeth here are magnetized in the opposite direction.
32
00:03:39,700 –> 00:03:47,410
And so consequently, when I put a north – north electromagnetization across this pair of poles.
33
00:03:47,410 –> 00:03:54,200
It will attract this set because these are the South Poles and it will repel this set because these are North poles,
34
00:03:54,200 –> 00:03:59,290
but the whole thing will remain stable and will be locked in one position.
35
00:03:59,290 –> 00:04:02,950
Now when we change the electricity.
36
00:04:02,950 –> 00:04:10,930
From one set of poles to another set of poles, the next set of poles would be magnetized in the opposite direction.
37
00:04:10,930 –> 00:04:16,830
So this was a north set of electromagnets. This is a south side of electromagnets.
38
00:04:16,830 –> 00:04:28,240
And so s a continual movement of the electrical field around these magnets will cause this rotor to gradually creep round in little steps.
39
00:04:28,240 –> 00:04:33,550
That’s what makes this a stepper motor. It does not move continuously.
40
00:04:33,550 –> 00:04:38,860
It moves under the control of these magnets here.
41
00:04:38,860 –> 00:04:46,180
So this effectively, when you switch these on and off digitally, makes this into a digital motor.
42
00:04:46,180 –> 00:04:56,080
It’s got discrete steps. It’s not continuous. Purely by switching these fields, you can make the motor run in a very, very controllable manner.
43
00:04:56,080 –> 00:05:00,370
You can make it run slowly, you can make it run accurately, you can make it stop.
Transcript for Stepper Motors & Toothed Belts (Cont…)
44
00:05:00,370 –> 00:05:06,100
You can make it start in exactly the right position. Let’s just say 200 teeth on here.
45
00:05:06,100 –> 00:05:10,270
So if you want this motor to rotate one revolution,
46
00:05:10,270 –> 00:05:21,940
you put 200 pulses into the coils and that will drive this motor around 200 steps for one revolution.
47
00:05:21,940 –> 00:05:26,080
So that’s how you get digital control of this motor.
48
00:05:26,080 –> 00:05:31,870
This is a very cheap way of achieving positional control on our CNC machine.
49
00:05:31,870 –> 00:05:36,870
It is something called an open loop process.
50
00:05:36,870 –> 00:05:43,640
The brain, the controller that we’ve already spoken about, says I want you to move one step.
51
00:05:43,640 –> 00:05:48,410
And in moving one step, it moves ahead a fixed amount.
52
00:05:48,410 –> 00:05:54,440
So the controller sends out a signal and one pulse would be sent to a piece of intermediate software,
53
00:05:54,440 –> 00:06:01,820
which we’ll talk about in a minute, called a stepper driver, which controls this motor and it tells this motor to move one step.
54
00:06:01,820 –> 00:06:10,340
So the controller says one pulse, the stepper driver says one pulse, the pulse coil has moved from here to here,
55
00:06:10,340 –> 00:06:23,400
and driven it by one step. The problem is, if I happen to be holding this shaft, jamming it, stopping it from rotating. The field will rotate,
56
00:06:23,400 –> 00:06:31,150
but the stepper motor rotor will not rotate. But the controller has no idea,
57
00:06:31,150 –> 00:06:36,070
that the stepper motor has not done what it’s asked it to do.
58
00:06:36,070 –> 00:06:43,300
This is the problem with an open loop system. It’s a message in a bottle.
59
00:06:43,300 –> 00:06:50,020
And there’s no feedback from here to the controller that says, yes, I’ve done what you’ve asked me to do.
60
00:06:50,020 –> 00:06:54,760
Now, the stepper motors on one of my machines are slightly different.
61
00:06:54,760 –> 00:07:07,360
They are still stepper motors. But what they have attached to the shaft, they have one of these things, which basically is a rotary encoder.
62
00:07:07,360 –> 00:07:13,800
And what that does is completely separately counts steps.
63
00:07:13,800 –> 00:07:24,930
So when the controller says, I want you to move one step, the driving current rotates, but this is not following the drive current magnetism.
Transcript for Stepper Motors & Toothed Belts (Cont…)
64
00:07:24,930 –> 00:07:36,650
This is locked up. This part here will not move either, and because this part doesn’t move, it will not count
65
00:07:36,650 –> 00:07:50,470
the steps. So it’s actually monitoring what this is doing and it will tell tales on this stepper motor back to the brain,
66
00:07:50,470 –> 00:07:56,860
the controller, and say, yeah, I know you’ve asked me to move one step, but, hey, this stepper motor is stupid.
67
00:07:56,860 –> 00:08:05,380
It hasn’t moved one step. So keep issuing pulses. So the controller will issue another pulse.
68
00:08:05,380 –> 00:08:12,280
And still, the motor won’t move. Eventually, the controller will give up.
69
00:08:12,280 –> 00:08:21,310
So if the signals to accelerate this motor move faster than the motor can respond, effectively, it’s a bit like wheelspin spin on your car.
70
00:08:21,310 –> 00:08:24,790
You put your foot down and the wheels spin, but you get nowhere.
71
00:08:24,790 –> 00:08:32,050
The wheels are spinning round and probably you may well find that your speedometer showing you doing 40 miles an hour, but in fact, you’re doing nothing.
72
00:08:32,050 –> 00:08:35,650
This will not be rotating at the speed of the rotating field.
73
00:08:35,650 –> 00:08:42,160
This may eventually start picking up speed and moving, and it then moves to the correct position.
74
00:08:42,160 –> 00:08:49,750
I want you to move 40 steps. So it then moves it’s 40 steps, because this is counting whether or not it has moved
75
00:08:49,750 –> 00:08:57,490
it’s 40 steps. And when it’s moved, it’s 40 steps. The controller then stops asking for this stepper motor to move.
76
00:08:57,490 –> 00:09:01,330
This is what they call a closed loop feedback system.
77
00:09:01,330 –> 00:09:06,130
So you cannot ever get any errors in your position.
78
00:09:06,130 –> 00:09:13,690
Your position would always be totally wrong, in which case the system will crash or it will be totally right,
79
00:09:13,690 –> 00:09:19,090
because this system will continue to try to correct it to put you into the right position.
80
00:09:19,090 –> 00:09:21,400
So this is a very good system.
81
00:09:21,400 –> 00:09:31,420
It’s still a digital stepper motor system with all the problems associated with a stepper motor. Now stepper motors come in two basic specifications.
82
00:09:31,420 –> 00:09:38,830
One of them is 200 steps per revolution and one of them is 400 steps per revolution.
83
00:09:38,830 –> 00:09:47,860
There is an intermediary box of electronics between the brain (the controller) and the stepper motor.
84
00:09:47,860 –> 00:09:52,120
And it’s this thing here called a stepper driver.
85
00:09:52,120 –> 00:10:01,560
Now, the stepper driver allows the signals that come from the controller, which says, I want you to move one millimetre.
Transcript for Stepper Motors & Toothed Belts (Cont…)
86
00:10:01,560 –> 00:10:09,840
But it will interpret that and decide that, hey, I know this stepper motor has only got 200 steps per revolution,
87
00:10:09,840 –> 00:10:16,350
but I can break those steps down into much smaller increments and make this stepper motor more accurate.
88
00:10:16,350 –> 00:10:23,470
And so it has the opportunity to change the step pulses per revolution here.
89
00:10:23,470 –> 00:10:30,520
By messing around with these switches, you can change the resolution, if you like, of your stepper motor.
90
00:10:30,520 –> 00:10:40,630
You have the opportunity to make the stepper motors more precise, but that more precise comes with a penalty of less torque.
91
00:10:40,630 –> 00:10:46,600
Even with these very fine steps per revolution, it’s still not continuous motion.
92
00:10:46,600 –> 00:10:55,630
It’s still click, click, click, click. Even at high speed, it’s an intermittent motion that this stepper motor is providing.
93
00:10:55,630 –> 00:11:06,970
So here is how we connect the stepper motor to the laser head, it’s with a toothed belt.
94
00:11:06,970 –> 00:11:15,220
Now, there are some great advantages to this toothed belt configuration, because it’s got teeth on it
95
00:11:15,220 –> 00:11:24,970
it must be accurate. It has these tension strands built into the outside part of the belt.
96
00:11:24,970 –> 00:11:35,070
The belt does not stretch. It’s absolutely perfect.
97
00:11:35,070 –> 00:11:42,230
So you put one step into here, and because it’s linked through these teeth and via this very,
98
00:11:42,230 –> 00:11:50,770
very stiff, drive system here, you get one step of movement of the head.
99
00:11:50,770 –> 00:12:04,180
In simple precision terms, this is a great system, one step, one step, perfect alignment, but in practice it’s not quite as amazing as it sounds.
100
00:12:04,180 –> 00:12:10,070
It’s a very cheap CNC drive system with its problems.
101
00:12:10,070 –> 00:12:19,090
It’s a, it’s a virtual certainty that your drive belt will look like this with rounded teeth on it.
102
00:12:19,090 –> 00:12:24,820
And that’s something called an HTD high torque drive profile.
103
00:12:24,820 –> 00:12:33,100
These toothed belts were never designed for CNC machine control.
Transcript for Stepper Motors & Toothed Belts (Cont…)
104
00:12:33,100 –> 00:12:43,510
These belts were designed originally and why they’re called timing belts, because they’re designed for controlling the timing of valves.
105
00:12:43,510 –> 00:12:51,370
Now, these replaced noisy chain drives. These drive in one direction only.
106
00:12:51,370 –> 00:12:57,310
This petrol engine does not continuously keeps going backwards and forwards and changing its direction.
107
00:12:57,310 –> 00:13:09,280
It’s a one direction drive. And so consequently, the teeth have been designed to allow a certain amount of compliance.
108
00:13:09,280 –> 00:13:16,630
Remember, around the outside here in this section, we’ve got lots and lots of steel cords.
109
00:13:16,630 –> 00:13:23,380
So we’ve got no movement at all in this outer stretched cable.
110
00:13:23,380 –> 00:13:32,700
It’s a completely stiff drive system. But these teeth are completely unsupported pieces of rubber.
111
00:13:32,700 –> 00:13:41,400
Just like a bouncy ball, which you bounce on the ground and if you hit it at the right frequency, it continues to bounce.
112
00:13:41,400 –> 00:13:50,430
That’s one of the fundamental problems with using a rubber drive belt with teeth in, on a CNC machine.
113
00:13:50,430 –> 00:13:57,240
We’re not driving in one direction only. We’re changing the direction continuously.
114
00:13:57,240 –> 00:14:04,110
But the other problem is we’re not driving at a continuous speed.
115
00:14:04,110 –> 00:14:14,700
We’re driving with a pulsed speed, remember, stepper motor, click, click, click, click, click, click. This tooth is continuously just like a rubber ball.
116
00:14:14,700 –> 00:14:19,020
It’s absorbing and releasing energy back into the system.
117
00:14:19,020 –> 00:14:25,980
And that has got a tendency in mechanical terms to produce something called resonance.
118
00:14:25,980 –> 00:14:32,760
Now, that all depends upon the stiffness of this, the speed at which it’s being driven from the stepper motor,
119
00:14:32,760 –> 00:14:38,990
the pulses that arehitting it, and the mass of the head that it’s trying to move.
120
00:14:38,990 –> 00:14:44,150
I did a very short video that tries to describe the problems that we have with our machine.
121
00:14:44,150 –> 00:14:52,380
So, I’m just going to cut to that video now and demonstrate to you what I mean about Resonance. Designed a little piece of acrylic,
122
00:14:52,380 –> 00:14:58,980
which is 25 millimetres square, and it’s sitting in a little fixture here,
Transcript for Stepper Motors & Toothed Belts (Cont…)
123
00:14:58,980 –> 00:15:04,380
to hold upright. My piece of material is twenty five millimeters long and eight millimeters wide.
124
00:15:04,380 –> 00:15:13,980
And you see that the rectangle is the black layer and the black layer is set to scan and it’s set to scan at five millimeter pitching.
125
00:15:13,980 –> 00:15:19,440
So this is 10 millimeters wide and I’ve got a piece of eight millimeter thick material.
126
00:15:19,440 –> 00:15:27,540
So what I’m hoping to get is one scanline on my material and one Scanline out into fresh air.
127
00:15:27,540 –> 00:15:33,210
And then in addition to that, the scanline, I’m hoping is going to be somewhere around about the middle of the material.
128
00:15:33,210 –> 00:15:36,990
And then we’ve got this blue line here, which is a cut line.
129
00:15:36,990 –> 00:15:43,110
And what I’ve done, I’ve set the cut line to exactly the same parameters as the Scanline. At the moment
130
00:15:43,110 –> 00:15:47,800
they’re set to 50 percent power and 200 millimeters a second.
131
00:15:47,800 –> 00:15:58,860
And we’re just going to just generate two, hopefully, grooves on the edge of this material and we’ll see what the results are.
132
00:15:58,860 –> 00:16:03,570
Now we’re going to view these two traces against a red background.
133
00:16:03,570 –> 00:16:10,230
And what you can see here is the cut trace, which starts just here.
134
00:16:10,230 –> 00:16:15,600
And obviously because the speed is zero, as soon as the power switches on, we get a deep cut.
135
00:16:15,600 –> 00:16:22,140
As the heat starts to move, the beam does less damage because it’s gradually getting faster and faster and faster.
136
00:16:22,140 –> 00:16:27,630
Compare that with this top trace here, which is this one that you can see.
137
00:16:27,630 –> 00:16:37,020
And this is already running at 200 millimeters a second because it is a scan trace and not a cut.
138
00:16:37,020 –> 00:16:44,070
The cut away starts from zero and accelerates up to 200 millimeters a second, whereas the trace,
139
00:16:44,070 –> 00:16:51,840
the top trace always starts at zero way off the screen here, accelerate up to 200 millimeters a second,
140
00:16:51,840 –> 00:16:54,120
and that’s calculated by the software.
141
00:16:54,120 –> 00:17:01,110
So by the time we get to this point here, we’re already doing a two hundred millimeters a second and then they switch the power on.
142
00:17:01,110 –> 00:17:05,790
And as you can see, the power is moderately stable.
143
00:17:05,790 –> 00:17:13,320
And as I move across the cut, you’ll see that the top traces, it’s remaining pretty stable, but there’s a little bit of waviness there.
144
00:17:13,320 –> 00:17:22,650
But at no point does the bottom trace ever get as shallow as the top trace.
145
00:17:22,650 –> 00:17:34,110
And that tells me that I’ve never actually got to 200 millimetre is a second during that cut. Nearly 200 millimetres a second,
Transcript for Stepper Motors & Toothed Belts (Cont…)
146
00:17:34,110 –> 00:17:41,340
but if it was 200 millimetres a second, that bottom trace would be the same as roughly the top trace. And as you see it all the time,
147
00:17:41,340 –> 00:17:51,010
if I scan across there quickly. You’ll see that it comes up to speed nearly and then back down and decelerates to zero.
148
00:17:51,010 –> 00:18:00,330
OK, now that’s what 200 millimeters a second looks like on the Lightblade machine for both traces, a cut and a scan.
149
00:18:00,330 –> 00:18:08,110
And it is interesting to note that as we decelerate, we do not get the stepper motor pulses.
150
00:18:08,110 –> 00:18:23,680
OK, so we now run at 50 millimeters a second. There we go, we can see the two traces again, the one in the background is the cutline,
151
00:18:23,680 –> 00:18:30,520
and because we’re running slower, it’s getting up to speed quicker.
152
00:18:30,520 –> 00:18:39,130
So the acceleration is much, it looks to be faster, but it’s reaching speed quicker and once it’s at speed,
153
00:18:39,130 –> 00:18:46,530
look at all those little knobs and blobs and the same is happening on the scan.
154
00:18:46,530 –> 00:18:57,750
So we’re getting something which is driving the head in an oscillatory way, it’s accelerating and decelerating as it scans along.
155
00:18:57,750 –> 00:19:05,060
Here’s what, twenty five millimeters a second looks like on the Lightblade.
156
00:19:05,060 –> 00:19:11,120
Now, there will be virtually no difference between the two traces now,
157
00:19:11,120 –> 00:19:18,650
because the acceleration required to get up to speed on the cutline in the background
158
00:19:18,650 –> 00:19:27,530
is just about the same as that required to start on the scanline on the top.
159
00:19:27,530 –> 00:19:36,110
You can see they’ve both got the same sort of frequency of pulses on them.
160
00:19:36,110 –> 00:19:46,970
I’m going to give you an example of what resonance is. I’ve got a rubber belt here, and my hand is the stepper motor.
161
00:19:46,970 –> 00:20:01,160
And look, if I move my hand very slightly at the right frequency, the head, which is this thing here, look, I can make it go into really violent oscillation.
Transcript for Stepper Motors & Toothed Belts (Cont…)
162
00:20:01,160 –> 00:20:06,830
But as I get faster, in other words, as the stepper motor steps get faster.
163
00:20:06,830 –> 00:20:17,460
Look what happens. All the energy is being absorbed in here, and it’s not being transmitted through to the mass.
164
00:20:17,460 –> 00:20:24,960
It’s only when I happened to run at slow speed at a certain frequency that I get the mass to bounce around, OK?
165
00:20:24,960 –> 00:20:28,510
But as I run faster, things slow down.
166
00:20:28,510 –> 00:20:39,330
And this energy absorber against that mass is storing the energy and giving it back at the same rate that I’m getting it out.
167
00:20:39,330 –> 00:20:45,180
There are several possibilities for resonance on this machine. One is the teeth.
168
00:20:45,180 –> 00:20:49,680
I can feel this is not a normal rubber. This is a urethane teeth.
169
00:20:49,680 –> 00:20:58,800
There are urethane teeth on this belt, which means the teeth are pretty stiff. So the chances of energy storage in the teeth are low on this machine.
170
00:20:58,800 –> 00:21:07,190
The most likely place that I’m getting movement is actually down here, look.
171
00:21:07,190 –> 00:21:18,230
I’m getting transmitted energy from here, which is causing this to wobble. These two gears here and here are the same gear.
172
00:21:18,230 –> 00:21:26,570
So we’re going from one to three, probably three times as many teeth, back to one again.
173
00:21:26,570 –> 00:21:35,370
So the relationship between this one and this one is about three to one when this one here runs at one revolution a second.
174
00:21:35,370 –> 00:21:39,020
It’s making this one run at three revolutions a second.
175
00:21:39,020 –> 00:21:46,160
So working backwards, it means that we’re running this stepper motor faster when we’re running at slow speeds on here.
176
00:21:46,160 –> 00:21:51,770
So running at slow speeds, we should get more energy absorption through this gear
177
00:21:51,770 –> 00:21:59,780
Train here. To stop the frequency of the stepper motor getting transmitted as much to the belt.
178
00:21:59,780 –> 00:22:03,530
This is what twenty five millimeters a second on the tangerine tiger.
179
00:22:03,530 –> 00:22:10,820
Looks like. Actually, it’s not as bad.
180
00:22:10,820 –> 00:22:19,520
Yeah, we got some pulses and they are definitely stepper motor pulses. And you can see there lovely synchronized sets of pulses.
181
00:22:19,520 –> 00:22:24,560
Here’s what 50 millimeters a second looks like on the tangerine tiger.
182
00:22:24,560 –> 00:22:29,180
So there’s a scanline on the top and the cut line on the bottom.
Transcript for Stepper Motors & Toothed Belts (Cont…)
183
00:22:29,180 –> 00:22:37,520
So you can see now, we’ve got quite a rapid acceleration on the cutline because I’ve got this acceleration on this machine.
184
00:22:37,520 –> 00:22:40,370
this machine set very high.
185
00:22:40,370 –> 00:22:50,300
But we’ve got lovely synchronized pulses there, which are obviously coming from the stepper motor in some way, shape or form. But
186
00:22:50,300 –> 00:22:57,870
I’m going to do nothing else now, other than one change. You can see that I’ve been rather brutal with this machine, now.
187
00:22:57,870 –> 00:23:02,510
I’ve stuck a very large G clamp onto the machine.
188
00:23:02,510 –> 00:23:17,260
This weighs about a kilogram. We’re going to run exactly the same test at 50 millimeters a second again.
189
00:23:17,260 –> 00:23:24,450
I’ll tip them up, so that we can see them both together. Can you see immediately the effect of the mass?
190
00:23:24,450 –> 00:23:29,810
Look at the cutline in the background. It’s accelerated up to speed.
191
00:23:29,810 –> 00:23:42,020
But where are the pulses? You’ve seen how mass can affect the pulsing effect on the head.
192
00:23:42,020 –> 00:23:50,110
We can damp the frequency out by increasing the mass in the same way that I showed you those balls jumping up and down.
193
00:23:50,110 –> 00:23:59,170
We can keep the balls still if we increase the frequency high enough or make the balls heavy enough.
194
00:23:59,170 –> 00:24:09,130
That proves beyond any doubt that we’ve got a resonance effect happening on the motion of the head when we cut at slow speed.
195
00:24:09,130 –> 00:24:17,470
This machine was never really planned as a cutting machine, this has always been, in my mind, a high speed engraving machine.
196
00:24:17,470 –> 00:24:25,660
I’m going to tip the sample up, and what we can see here is the start of the engraving line.
197
00:24:25,660 –> 00:24:34,750
And you can see that the engraving line is absolutely rock solid, steady all the way along.
198
00:24:34,750 –> 00:24:43,930
Not a hint of a ripple on it at all. Because we’re running so fast with the stepper motor now, that we’re not generating any pulses.
199
00:24:43,930 –> 00:24:51,380
The stepper motor is, the inertia of the stepper motor is now killing the pulses.
200
00:24:51,380 –> 00:25:01,660
Again, on The Cutline, which is this line at the bottom here, we’ve got virtually no pulses at all.
Transcript for Stepper Motors & Toothed Belts (Cont…)
201
00:25:01,660 –> 00:25:11,030
Just as we accelerate up here, we’ve got a hint of the pulses and then when we get to speed.
202
00:25:11,030 –> 00:25:19,710
Pretty good. We’re going to see what 20 millimeters a second at full power looks like.
203
00:25:19,710 –> 00:25:23,580
Now here’s the top surface of the material across here,
204
00:25:23,580 –> 00:25:34,770
and look at these huge spikes of apparent energy that have dug into the material, that must be pulsing power.
205
00:25:34,770 –> 00:25:40,980
We’re getting spikes of power which are causing that. No, totally wrong!
206
00:25:40,980 –> 00:25:46,710
What you’ve got is a constant power that keeps stopping and starting.
207
00:25:46,710 –> 00:25:52,020
So when you stop, the power has a chance to dig in deeper.
208
00:25:52,020 –> 00:25:58,740
And when you start and accelerate, it comes high and then it goes low as it stops again.
209
00:25:58,740 –> 00:26:04,770
This is the stop start motion of the stepper motor.
210
00:26:04,770 –> 00:26:14,580
And if we take a look at the end of this track, and that’s where I stopped and left the pulse on. Look how deep the pulse has gone.
211
00:26:14,580 –> 00:26:23,460
Something else I want to show you, which is quite a serious problem with toothed belts, and that is a feature that I call belt climb.
212
00:26:23,460 –> 00:26:29,910
If you watch the belt just here, you will see that when it travels in this direction,
213
00:26:29,910 –> 00:26:40,750
the belt comes up in the air and when it travels in this direction, it drops back down again.
214
00:26:40,750 –> 00:26:49,800
Now It’s doing exactly the same thing on the other side here, climbing and falling.
215
00:26:49,800 –> 00:27:00,480
Which means that the belt is actually changing the position of the head every time it changes direction. By by pulling the belt down like I’m doing here,
216
00:27:00,480 –> 00:27:14,140
I’m sort of exaggerating that belt climb effect. I’ll just put a marker on there, that piece of acrylic so that you can see what’s happening when I
217
00:27:14,140 –> 00:27:21,460
push the belt down. So there is one set of coordinates when the head is traveling in a positive direction
218
00:27:21,460 –> 00:27:26,410
and another set of coordinates that the head lands up at when it travels in the other direction.
219
00:27:26,410 –> 00:27:29,900
So much for the accuracy of this CNC system.
Transcript for Stepper Motors & Toothed Belts (Cont…)
220
00:27:29,900 –> 00:27:41,110
In addition to the stepper motor problem, there are times when you can get this problem as well, which is a problem with the belt.
221
00:27:41,110 –> 00:27:49,150
As the belt goes on and off of the teeth, it causes the head to change speed as well.
222
00:27:49,150 –> 00:27:57,670
Very, very small increments of speed change when you’ve got high power cutting causes, change of depth of cut.
223
00:27:57,670 –> 00:28:06,130
And you can see here the depth of cut has changed and it’s totally replicated the three millimeter pitch of the timing belt.
224
00:28:06,130 –> 00:28:13,330
This is what I call curtains. I have found a solution for this problem on my machines,
225
00:28:13,330 –> 00:28:20,440
but I haven’t done it on this machine because this is this is not suitable for the modification. On this machine.
226
00:28:20,440 –> 00:28:26,910
You might see something strange about the timing belt.
227
00:28:26,910 –> 00:28:36,480
Apart from the fact that it’s white and I’ve changed it away from rubber, to a very hard urethane. And I’ve changed the tooth shape as well.
228
00:28:36,480 –> 00:28:44,580
So it’s got a very low profile tooth. So I’m trying to remove as much of the flexibility in the system as I can.
229
00:28:44,580 –> 00:28:51,870
So that’s trying to work on the resonance problem. But on the other hand, the belt has turned over.
230
00:28:51,870 –> 00:28:56,310
But at this end, where the stepper motor is, you can’t actually see what’s going on.
231
00:28:56,310 –> 00:29:09,630
So let me give you one of my superduper pictures. This machine has got a drive pully at this end and it’s got a smooth pulley on the other end.
232
00:29:09,630 –> 00:29:15,720
That’s how the machine was supplied with a drive belt around those pullys, exactly as you saw on the other machine.
233
00:29:15,720 –> 00:29:26,080
The teeth jumping on and off of the pullys were causing the head to accelerate and decelerate and cause these curtains.
234
00:29:26,080 –> 00:29:40,560
I’ve added a wheel there and a wheel there, and the belt has been turned over so that the teeth are on the outside
235
00:29:40,560 –> 00:29:52,770
of the belt. These pullys are driving that belt into the teeth, the tension on this belt is always basically round these three smooth pullys.
236
00:29:52,770 –> 00:29:58,860
So we’ve got a smooth belt surface on smooth pulleys and we’re driving it on the outside.
Transcript for Stepper Motors & Toothed Belts (Cont…)
237
00:29:58,860 –> 00:30:04,890
And that flexible rack and pinion system cures the curtains issue. After this session,
238
00:30:04,890 –> 00:30:09,960
where I’m afraid I’ve told you that we’ve got a pretty poor motor drive system, which doesn’t
239
00:30:09,960 –> 00:30:17,180
work with a belt that’s been hijacked from the car industry. Between the pair of them,
240
00:30:17,180 –> 00:30:23,190
they don’t actually make a very satisfactory CNC drive for this machine.
241
00:30:23,190 –> 00:30:28,260
It works and it works OK. And it’s certainly very cheap.
242
00:30:28,260 –> 00:30:32,760
And that’s the key thing. You’ve got a lot for very little.
243
00:30:32,760 –> 00:30:40,618
So don’t complain about it.
Disclaimer
Last updated August 26, 2021
WEBSITE DISCLAIMER
The information provided by n-Deavor Limited, trading as Laseruser.com (“we,” “us” , or “our”) on (the “Site”) is for general informational purposes only. All information on the Site is provided in good faith, however we make no representation or warranty of any kind, express or implied, regarding the accuracy, adequacy, validity, reliability, availability or completeness of any information on the Site.
UNDER NO CIRCUMSTANCE SHALL WE HAVE ANY LIABILITY TO YOU FOR ANY LOSS OR DAMAGE OF ANY KIND INCURRED AS A RESULT OF THE USE OF THE SITE OR RELIANCE ON ANY INFORMATION PROVIDED ON
THE SITE. YOUR USE OF THE SITE AND YOUR RELIANCE ON ANY INFORMATION ON THE SITE IS SOLELY AT YOUR OWN RISK.
EXTERNAL LINKS DISCLAIMER
The Site may contain (or you may be sent through the Site) links to other websites or content belonging to or originating from third parties or links to websites and features in banners or other advertising. Such external links are not investigated, monitored, or checked for accuracy, adequacy, validity, reliability, availability or completeness by us.
WE DO NOT WARRANT, ENDORSE, GUARANTEE, OR ASSUME RESPONSIBILITY FOR THE ACCURACY OR RELIABILITY OF ANY INFORMATION OFFERED BY THIRD-PARTY WEBSITES LINKED THROUGH THE SITE OR ANY WEBSITE OR FEATURE LINKED IN ANY BANNER OR OTHER ADVERTISING.
WE WILL NOT BE A PARTY TO OR IN ANY WAY BE RESPONSIBLE FOR MONITORING ANY TRANSACTION BETWEEN YOU AND THIRD-PARTY PROVIDERS OF PRODUCTS OR SERVICES.
AFFILIATES DISCLAIMER
The Site may contain links to affiliate websites, and we receive an affiliate commission for any purchases made by you on the affiliate website using such links. Our affiliates include the following:
- makeCNC who provide Downloadable Patterns, Software, Hardware and other content for Laser Cutters, CNC Routers, Plasma, WaterJets, CNC Milling Machines, and other Robotic Tools. They also provide Pattern Files in PDF format for Scroll Saw Users. They are known for their Friendly and Efficient Customer Service and have a comprehensive back catalogue as well as continually providing New Patterns and Content.
- Cloudray Laser: a world-leading laser parts and solutions provider, has established a whole series of laser product lines, range from CO2 engraving & cutting machine parts, fiber cutting machine parts and laser marking machine parts.