 Skip to content
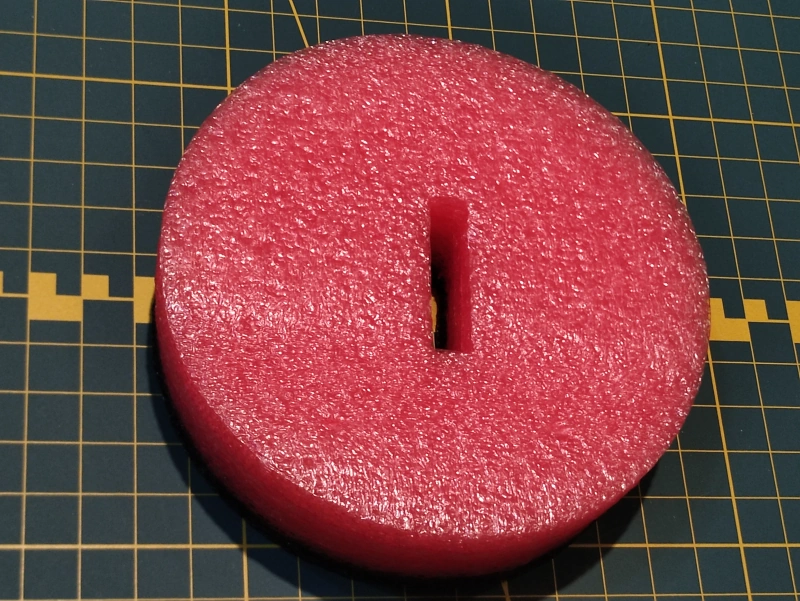
Skip to content Having recently purchased my first laser power meter, which came supplied with a handy container. I decided that the internal packing (bubble wrap) needed an upgrade and foam was the way to go. So, the first thing I had to learn, was how to laser cut foam.
So, how to laser cut foam? Use dot mode, low power and low speed in order to reduce the amount of heat going into the job. Lower the laser nozzle down to 3mm from the surface to maximise the effect of full air assist. Use different kerf offset values for generating accurately sized holes (-ve value kerf) and plugs (+ve value kerf).
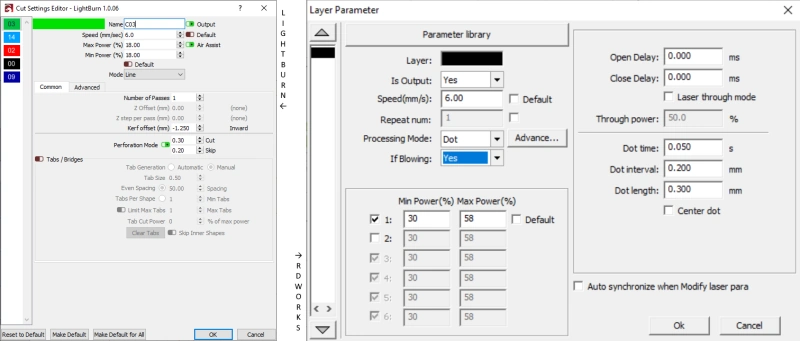
The actual values will depend on the type of foam used, the thickness and density of the foam and the power of the laser used. For a 30mm thick Polyethylene (PE) Foam, my settings using Lightburn were: Power 18% (approx. 20 watts) / Speed 6mm/s / Perf cut 0.3 / Perf skip 0.2 / Kerf Offset ±1.25.
For RDWorks you would need to use dot settings of Dot Time 0.05s / Dot Interval 0.2mm / Dot length 0.3mm.
Safe foam for laser cutting?
The three foams that are considered safe to cut are Polyethylene (PE) Foam, Polyurethane (PUR) foam and Polyester (PES) Foam. Expanded Polystyrene (EPS) foam can also be laser cut, but requires extreme caution due to it’s flammability and the fact that it does not self-extinguish. Other types of foam will typically give off highly toxic fumes, check here for more details on what a laser can safely cut.
The Process Of Laser Cutting Foam
- When cutting any new material, but especially plastic based materials. You must make sure you know exactly what you are cutting, get a technical specification whenever possible.
- Assuming you have either a Polyethylene (PE) Foam, Polyurethane (PUR) foam or a Polyester (PES) Foam set up a 25mm test square on your laser software of choice and choose the dot mode or equivalent laser processing mode. You may as well start with the settings I ended up with and adjust from there. Remember;
- If your foam is denser, you will need more power or a slower speed.
- If your foam is thinner, you will need less power or higher speed.
- Use the longest focal length lens you have; 2.5″ or 4″ is best, but you can still cut with a 2″ lens if that is all you have.
- Set up the material in your machine. I placed the foam on my pin bed as it allows for air flow across the top and bottom surfaces and reduces the chance of a flare up.
- Bring the laser nozzle to around 3mm from the surface of the foam, this may not be needed for foams with a thickness less than 10mm.
- Having the nozzle closer to the work piece, makes the air assist more effective, however in most set-ups this means the laser beam will be focussed below the surface, giving a larger kerf or cutting width at the top surface.
- Carry out the 25mm Square tests until you have as vertical a cut, i.e. without taper, as possible. There is a tendency for the plug to taper inwards the deeper the cut. The hole however tends to have more vertical sides.
Laser Bed Considerations
- I’m not a fan of honeycomb beds, but if this is all you have, then you can make some stand-offs in order to raise the foam from the surface of the honeycomb. This also reduces the chance of beam reflection onto the rear surface of the foam. You may want to consider masking off unused areas of the honeycomb bed in order to maximise airflow.
- If you are using Lamellar bars, I would still use stand-offs and mask off unused areas to get maximum airflow across the workpiece.
Managing The Kerf
RDWorks and Lightburn both default to the laser beam following the centre of a line on the artwork. This is not usually a problem as the cut width, or kerf is usually quite small for most materials. E.g. the kerf for Acrylic can be less than 0.5mm. When laser cutting foam, the kerf can be significantly larger. In my testing of the 30mm thick PE foam, the kerf was 2.5mm at the surface. Meaning that cutting to the centre of the line would result in plugs being 2.5mm too small and holes being 2.5mm too large.
As previously mentioned, there are two types of cut that you can make with foam;
- A hole cut – this is where the external measurement is the important parameter and the inner material is disposed of.
- A plug cut – this is where the inner measurement is the important parameter and the inner material is the desired component.
Going back to the 25mm test square, it was then a case of adjusting the kerf value, making the cut and measuring the dimension of the hole and the plug against the desired 25mm.
- To generate accurately sized holes, I used a kerf size of -1.25mm.
- To generate accurately sized plugs, I used a kerf size of +1.25mm
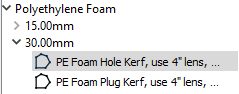
Therefore, I had two cut settings in my Lightburn settings library; one for holes and one for plugs. The only difference being the kerf setting having a positive or negative value.
RDWorks Kerf Setting
The kerf settings for RDWorks are found in the Layer Parameter window. To confuse the issue, they are hidden in the “Advanced” settings next to Seal. To doubly confuse the issue they are called sew compensation and sew width.

Below are the definitions from the RDWorks manual of:
Seal: Closed cutting graphics does not require the use of sealing compensation, but un-closed graphics can be closed by means of it. If, however, the sealing is misplaced, there will be no compensation. Enter a distance, in the seal box, that if the un-closed distance is less than, then sealing is desired. Seal defines the overlap of beginning & end of the cut.
Sew Compensation (Kerf Settings): A kerf is the width of the cut made by the laser. By default RDWorks cuts along the centre of the path. This will result in outside cuts being smaller, and inside cuts being larger. The kerf settings allow you to correct for this.
My Laser Power Meter Project
The challenge with this project is that the Mahoney laser power meter itself is an irregular shaped object and needs to be inserted into the container tube in an upright position. So that meant a 240mm tall, 104mm diameter tube of foam with a laser power meter hollow in the middle. There also needed to be protection at the top and bottom of the laser power meter.

The Plan For Laser Cutting The Foam
I decided on 7 layers of foam cut to the 104mm inner diameter of the container tube and one layer of foam that would be attached to the lid of the container. There were two reasons for the single layer of foam on the lid:
- The foam would protect the glass face of the laser power meter.
- The foam would be a snug fit with the inner foam piece and keep the lid in place.


Adhesive
I just used a standard double sided tape, 24mm in width to stick the layers together and the one layer to the lid.
The Layers
- Layer 1 had a 32 x 8mm cut out, but I reduced the power by half so that it did not cut all the way through. The interior material was easily removed.
- Layers 2~5 had a 32 x 8mm hole cut out
- Layer 6 had the 32 x 8mm slot and a 26mm diameter hole removed. Similar to the London Underground logo.
- Layer 7 had an 80mm hole cut out.
- The lid consisted of an 80mm diameter plug.
What Would I Change
I forgot to put a slot for the adjustment spanner. However, there was just enough room by the side of the spindle for the spanner to sit.
There was no room for the instructions. However, this is an easy bit of kit to use and the key information is printed on the container.
If you have Lightburn, you can download the laser power meter foam packing file here.
Applications for Laser Cut Foam
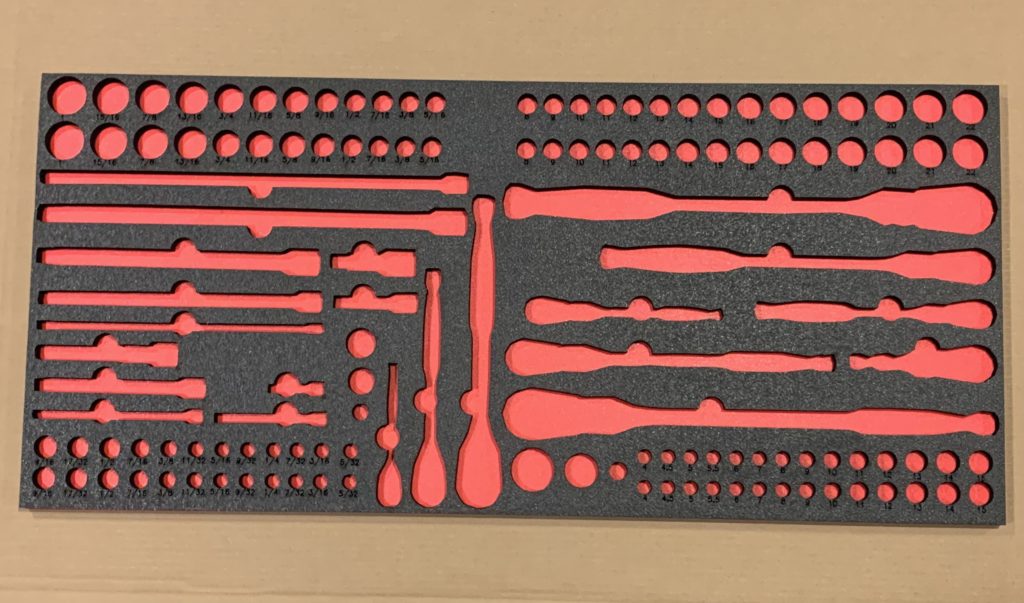
The key application for laser cut foam is likely to be foam inserts for tool boxes.
You can also use laser foam for bespoke packaging solutions for delicate objects or for drawer inserts to keep items in easily accessible locations. One client of mine, stored a collection of love spoons in a specially designed foam drawer insert that was 1300 x 500mm in size.
Now that you know how to laser cut foam, this next post will show you the best way to utilise your new skills and teach you how to Laser Cut Foam Inserts For Tool Boxes using the toolKaiser App
Can You Laser Engrave Pink Insulation Foam?
There are a huge variety of insulation foams available. Assuming you have checked that the foam is safe to laser cut, then you can safely assume the foam is also OK to laser engrave.
However, while the foam will engrave, there may not be a sufficient contrast in colour between the normal and engraved surface.
What Settings Should I Use To Laser Engrave Foam?
You do not need a lot of laser power to laser engrave. My typical go to laser engraving settings on my 50W laser is 20% power (about 18 Watts), 400mm/s and a scan interval of 0.2mm. It will of course vary on your machine set-up, but it’s a good place to start.
You don’t want to put too much power / heat into the foam, or it will start to melt back. It’s probably better to decrease the speed, or to do multiple passes if you want deeper engravings.
Deeper engraving on light coloured foams can give the appearance of a darker mark, although this is purely an optical effect.




What Next?
Did you enjoy this post? Why not check out some of our other posts:
Disclaimer
Last updated April 25, 2024
WEBSITE DISCLAIMER
The information provided by n-Deavor Limited, trading as Laseruser.com (“we,” “us” , or “our”) on (the “Site”) is for general informational purposes only. All information on the Site is provided in good faith, however we make no representation or warranty of any kind, express or implied, regarding the accuracy, adequacy, validity, reliability, availability or completeness of any information on the Site.
UNDER NO CIRCUMSTANCE SHALL WE HAVE ANY LIABILITY TO YOU FOR ANY LOSS OR DAMAGE OF ANY KIND INCURRED AS A RESULT OF THE USE OF THE SITE OR RELIANCE ON ANY INFORMATION PROVIDED ON THE SITE. YOUR USE OF THE SITE AND YOUR RELIANCE ON ANY INFORMATION ON THE SITE IS SOLELY AT YOUR OWN RISK.
EXTERNAL LINKS DISCLAIMER
The Site may contain (or you may be sent through the Site) links to other websites or content belonging to or originating from third parties or links to websites and features in banners or other advertising. Such external links are not investigated, monitored, or checked for accuracy, adequacy, validity, reliability, availability or completeness by us.
WE DO NOT WARRANT, ENDORSE, GUARANTEE, OR ASSUME RESPONSIBILITY FOR THE ACCURACY OR RELIABILITY OF ANY INFORMATION OFFERED BY THIRD-PARTY WEBSITES LINKED THROUGH THE SITE OR ANY WEBSITE OR FEATURE LINKED IN ANY BANNER OR OTHER ADVERTISING.
WE WILL NOT BE A PARTY TO OR IN ANY WAY BE RESPONSIBLE FOR MONITORING ANY TRANSACTION BETWEEN YOU AND THIRD-PARTY PROVIDERS OF PRODUCTS OR SERVICES.
AFFILIATES DISCLAIMER
The Site may contain links to affiliate websites, and we receive an affiliate commission for any purchases made by you on the affiliate website using such links. Our affiliates include the following:
- makeCNC who provide Downloadable Patterns, Software, Hardware and other content for Laser Cutters, CNC Routers, Plasma, WaterJets, CNC Milling Machines, and other Robotic Tools. They also provide Pattern Files in PDF format for Scroll Saw Users. They are known for their Friendly and Efficient Customer Service and have a comprehensive back catalogue as well as continually providing New Patterns and Content.
- Cloudray Laser: a world-leading laser parts and solutions provider, has established a whole series of laser product lines, range from CO2 engraving & cutting machine parts, fiber cutting machine parts and laser marking machine parts.
